








焼付塗装 メラミン 産業機械 製缶フレーム パテ処理(穴埋め)
この商品は基板加工機の設備機械用製缶フレームです。
依頼内容:
自社商品を手掛けているメーカー様なので製缶フレームの溶接と溶接の隙間を分からなくして
サンダーキズもなくし美観重視に仕上げる。
寸法:1380×980×700
使用目的:美観重視
使用場所:屋内で生産される機械・色目は色見本合わせ・パテ埋め全面焼付塗装
検査:色のタレ・スケ、
錆止め塗装をしてメラミン塗料で仕上げました。
紙と紙を付けるにはノリで付けます。
鉄と鉄を付けるには溶接という方法で付けていきます。
全面溶接をすると溶接の熱で鉄が歪み精度が出なくなるので5㎝溶接をして10㎝空けました。
また5㎝溶接をして行く技法で進めて行くことで製缶フレームは歪みにくくなります。
パテと焼付塗装
溶接と溶接の間の隙間が空くために隙間を埋めて滑らかにしてから、お客様の商品価値を上げるパテ技術を施しています。最初の工程は製缶フレームに機械加工をしており油が大量に付着しています。
先ずは脱脂作業が一番大切な作業です。
なぜなのか、
脱脂作業の良し悪しで焼き付け塗装後の仕上がりに影響します。
油が付着していると密着せずに塗膜の剥がれの原因に繋がっていきます。
次にパテ埋め工程です。
パテ埋めは、ただ隙間を埋める場合と隙間の後を分からなくする方法があります。
今回は美観重視の使用ですので隙間の後を分からなくするように仕上げました。
隙間を埋めるパテ付作業工程後、焼付乾燥をすると気泡が出たりヒビが入ってしまい商品になりません。
ですので、パテの乾燥時間・隙間の大きさによるパテの種類の使い分け、そして、パテの研ぎ方などを駆使して作業を進めて行くために仕上がるまでに時間もかかります。
全ての工程が整うと焼付塗装の工程に入ります。
焼付温度の管理が仕上がりに影響していきます。
今回のお客様は35年取引しているので「あんじょう頼むわな」の一言を残し帰っていかれました。
信頼されていることに嬉しさがあると同時に「お客様の想いを形にする」ことが私たちの使命だと感じる瞬間でした。
|
産業機械のフレーム メラミン焼付塗装 下塗り・上塗り(2回塗り)1380×980×700
|
溶接の隙間はパテ処理穴埋め)をしています |
|
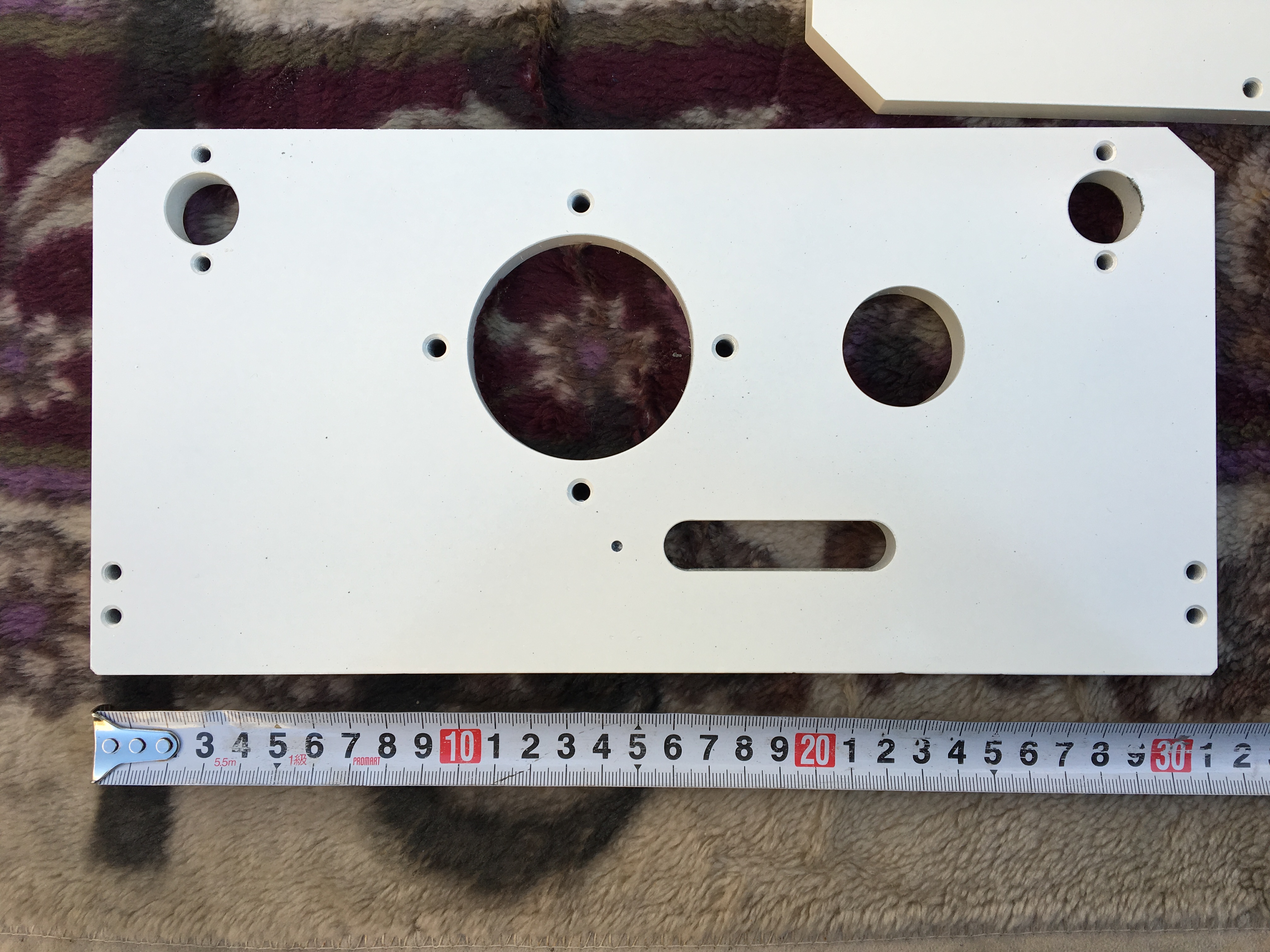
部品 プレート 300×150×10t
|
部品 ブラケット 130×120×50 |
|
部品の穴の部分はマスキングをしています |